При подготовки G-кода для получения качественного результата стоит обращать внимание не только на правильность проектирования 3Д-модели, но и на правильность расположения детали на платформе 3Д-принтера. Подготовка трехмерной модели к 3Д-печати – это преобразование информации из STL-файла в команды, следуя которым 3D-принтер производит изделие, совокупность которых называется G-код. Полученный G-код передается на 3D-принтер через флеш-память или через USB-кабель. В процессе подготовки и настройки аддитивной машины выполняются калибровка, предварительный нагрев рабочих органов, выбор модельного материала и задание зависящих от него параметров режимов работы оборудования. На устройствах профессионального уровня этот этап может быть совмещен с процедурами процесса нарезки. После того как выполнены все подготовительные операции, запускается процесс печати, то есть послойного объединения материалов. Его продолжительность зависит от типа технологии и выбранных параметров точности и качества изготовления детали. Созданную деталь при необходимости подвергают дополнительным технологическим воздействиям: удаление поддерживающих опор, химическая или термическая обработка, финишная доводка рабочих поверхностей.
На заключительной стадии производства проводится контроль качества изготовления детали, включающий проверку соответствия нормативным требованиям геометрических размеров, показателей физико-механических свойств и других параметров, влияющих на потребительские свойства изделия. Как правило, показателей физико-механических свойств как раз и зависит от расположения детали на платформе. В совокупности обращаем внимание на то, что расположение детали в области 3D-принтера можно рассматривать и как возможность изготовить изделие за один запуск, без деления модели на составляющие. Например очень часто повернув модель в пространстве на несколько градусов мы можем уместить ее в области печати.
Рассмотрим несколько основных типичных особенностей расположения детали в рабочей области 3Д-принтера.
- С точки зрения прочности изделия на выходе.
- С точки зрения качества поверхности.
- С точки зрения поддреживающего материала.
- С точки зрения цельнопечатной детали.
Вернемся к программе Netfabb (скачать для PC или скачать для Mac). Рассмотрим основные функции данной программы с точки зрения поворота и разположения деталей в пространстве. Как загрузить модель в программу и проверить файл на пригодность в печати показано в прерыдущей статье.

На рисунке под цифрой 1 обозначен ползунок, с помошью которого Вы можете перемещать Вашу модель в пространстве, зажав левую кнопку мыши. Под цифрой 2 отмечены оси координат, по которым Вы можете сопоставить положение Вашей 3Д-модели в пространстве. Обратите внимание, что плоскость платформы 3Д-принтера обозначена синим цветом и всегда параллельна плоскости XY. Следует отметить, что необязательно стыковать модель с плоскостью платформы, главное, чтобы нижний слой модели был параллелен плоскости платформы. Под цифрой 3 показана кнопка, нажави на которую Вы попадете в функцию вращения детали.

Как видим нашу модель можно вращать относительно любой оси и на любой угол.
В частых случаях, задать поворот параметрически бывает очень проблематично. Для этого в NetFabb предусмотрена функция “Align Parts”, нажав на которую (номер 4 на рисунке) мы попадем в меню выбора плоскости, на которую необходима “положить” надо будущую деталь.

В меню выбираем плоскость, которую надо запараллелить с платформой принтера, в моем случае это плоскость под номер 5 на картинке, и нажимаем кнопку “применить” (на рисунке под номером 6)

Как видим деталь повенулась и приняла необходимо мне положение в пространстве.
Ну что же, разобрались с теорией, теперь смотрим как это работает на практике
1. Прочность изделия в зависимости от расположения детали на столе 3Д-принтера.
Рассмотрим трехмерную модель уголка. Предположим, что уголок создан для восприятия нагрузки, разгибающей уголок, как показано на рисунке ниже.

Рассмотрим два варианта логичного расположения на столе данного уголка.
Так:

И так:

Из статьи про исследование нагружения деталей после 3Д-печати мы уже знаем, что прочностные характеристики изделий при нагружении вдоль укладки слоев намного выше, чем при нагружении против укладки слоев. Соответсвенно расположить деталь на столе надо таким образом, чтобы в местах опасных сечении нагрузка шла именно вдоль укладки слоев. То есть второй вариант расположения на столе, описанный в данной статье, правильный! В случае с первым вариантов расположения повышается риск сломанного изделия в месте опасного сечения, на стыке зон, отмеченных синим и зеленым цветом.
2. Качество поверхности в зависимости от расположения детали на столе 3Д-принтера.
Для показательного примера рассмотрим другой уголок с характерным цилиндрическим пазом.

От расположения детали на столе 3Д-принтера будет зависеть качество полученного паза. Снова рассмотрим два варианта расположения.

Видим на первом варианте у нас получился правильный цилиндрический паз, в свою очередь во втором варианте ввиду технологической слоистости наблюдается ступенчатообразные переходы, идеального круга нет. Данный паз спроектирован не просто так, туда будет что-то вставляться, поэтому такие моменты надо учитывать!
3. Количество поддерживающего материала и как следствие конечная стоимость в зависимости от расположения детали на столе 3Д-принтера.
На картинке показано два расположения в области печати одной и той же модели. Из статьи о поддержках мы знаем, что под навесные элементы необходимо строить поддерживающий материал. На рисунке от показан темно-коричневым цветом.
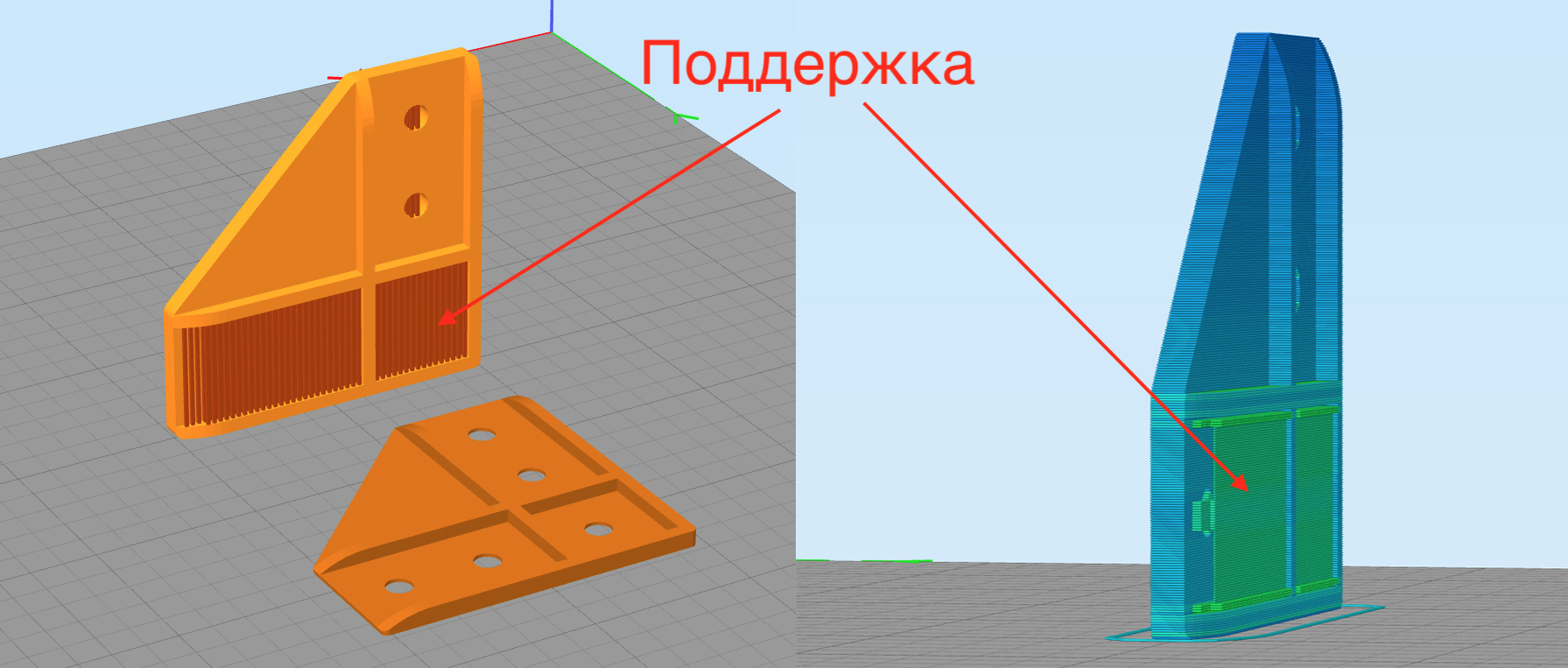
Поддержка – это дополнительный расход материала. Так как количество материала напрямую влияет на стоимость 3Д-печати, то тут тоже будут различия. Деталь с поддержками будет стоить 143 рубля, а “лежачая” без поддержек 135 руб.. Как правильно печатать решайте сами. Мы же советуем правильное расположение, если не требуется обеспечение прочности, описанной в первом пункте или качества поверхности во втором.
4. Если деталь должна быть цельнопечатной.
Если деталь в габаритных размерах больше области печати, не стоит сразу делать вывод о том, что ее надо разбивать на части.

С первого взгляда кажется, что делать в область печати не помещается, но стоит повернуть ее на 45 градусов относительно оси Z и вуаля! Обращаю внимание, что поворот возможно осуществлять не только по оси Z, но и относительно других осей.

При этом надо понимать, что количество поддерживающего материала станет больше, при этом в ряде задач цельнонапечатанная деталь важнее стоимости затраченной на поддерживающий материал.
















Автор: Studia3D Aggregator
Другие статьи от Studia3D Aggregator